हॉट-डिप गॅल्वनाइज्ड कॉइल नखे चांगली विकतात
पूर्वीच्या ब्रश प्रक्रियेने सामान्य कोल्ड पुल-अप प्रक्रिया स्वीकारली.रेशीम नखे बाहेर काढल्यानंतर, लाकडाच्या चिप्समधून पॉलिश करणे आवश्यक होते.लाकूड चिप्सच्या वापरामुळे ते हवेत पडले, परिणामी हवेतील कणांचे तीव्र प्रदूषण झाले.पेंटचे पेंट कोरडे होण्यासाठी हवेत अर्ध्या तासापेक्षा जास्त प्रतीक्षा करावी.जरी ते पृथक्करण करते आणि शोषणासाठी सक्रिय कार्बन वापरते, तरीही यामुळे विशिष्ट त्रासदायक वास येतो, जो कर्मचार्यांच्या आरोग्यासाठी अनुकूल नाही.

शोधाचा उद्देश विद्यमान तंत्रज्ञानाच्या अभावावर मात करणे, साध्या कारागिरीसह उत्पादन प्रक्रिया प्रदान करणे, उच्च उत्पादन कार्यक्षमता, चांगली उत्पादन गुणवत्ता आणि लहान पर्यावरणीय प्रदूषण आहे.वरील तांत्रिक समस्यांचे निराकरण करण्यासाठी, सध्याच्या आविष्कारात वर्णन केलेल्या रोलिंग नेलच्या उत्पादन प्रक्रियेमध्ये चरणांचा समावेश आहे
(अ) नखांसाठी लागणारे धातूचे साहित्य तयार करा.
(ब) धातूची पृष्ठभाग साफ करण्यासाठी ऑक्सिडेटिव्ह त्वचा काढून टाका आणि साफ करणारे स्टील थंड करण्यासाठी वंगण वापरा.ओढणेहे कृत्रिम नुकसान कमी करू शकते आणि पर्यावरणीय प्रदूषण कमी करू शकते.औद्योगिक उत्पादनासाठी योग्य.
कोन: 15 अंश सपाट किंवा 16 अंश शंकूच्या आकाराचा, 11 अंश, 0 अंश.
व्यास: ०.०८३" ०.०९२" ०.०९९" ०.११३" ०.१२०" ०.१३१" ०.१४८"
लांबी: 25 मिमी-130 मिमी.
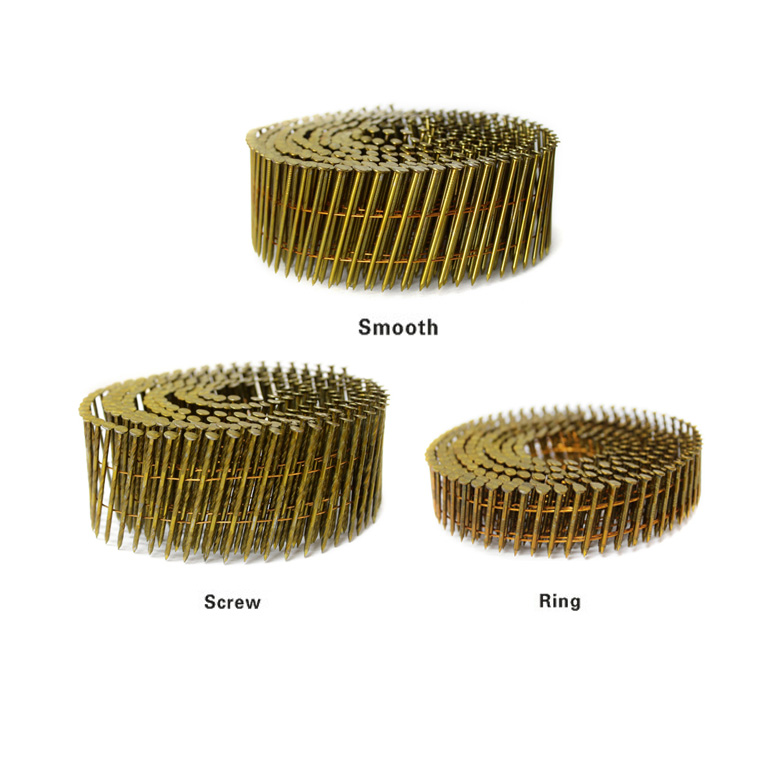
शँक्स: गुळगुळीत, रिंग, स्क्रू.
बिंदू: हिरा, छिन्नी, बोथट.
समाप्त: तेजस्वी, E.Galv.एम.गाल्व.एचडी गॅल्व.304 316 स्टेनलेस स्टील.